
Газовая резка металла: принципы технологии, виды

Газовая резка — это термоокислительный процесс металлообработки. Заготовку равномерно прогревают до температуры воспламенения 1100 °C, после чего струя технического кислорода запускает реакцию горения, выдувая жидкие оксиды из линии реза. Температурный диапазон составляет 2500–3500 °C. Метод является ключевой разновидностью термической обработки и используется для резки углеродистых сплавов.
В статье рассматривается химия процесса, оборудование, классификация по типу газа, требования безопасности и технологии выполнения.
Основные выводы:
- в основе — управляемое окисление металла;
- рабочий инструмент — струя высокой чистоты;
- температура — до 2500–3500 °C;
- лучше всего режутся углеродистые и низколегированные стали.

Основы газовой резки
Газовая резка — это процесс, при котором заготовка не плавится, а сгорает в струе чистого оксигена. Главное отличие от механической металлообработки заключается в химической природе разрушения: материал окисляется под действием высокотемпературного пламени, а не подвергается силовому воздействию. Термическая обработка применяется для углеродистых и низколегированных сплавов толщиной от 3 до 300 мм. Понимание этого термоокислительного принципа важно для точного подбора режимов работы: неправильные параметры приводят к наплывам, шлаку и деформациям материала.
Химический процесс
При нагреве до 1100°C сталь активно реагирует с подаваемым техническим кислородом 99,5%. Это происходит из-за того, что в основе резки газом лежит экзотермическое окисление:
- Fe + O₂ → Fe₃O₄ + тепло;
- 2Fe + 1.5O₂ → Fe₂O₃ + тепло.
Чистота и рабочее давление 0,2–1,2 МПа влияют на качество: примеси и недостаточная энергия струи создают неровную кромку. Пригодность материала к резке зависит от содержания углерода. Низкоуглеродистые стали обрабатываются без дефектов, а высокоуглеродистые сплавы чаще растрескиваются.
Суть процесса кислородной резки
Резка металла газом реализуется в три последовательных этапа. Сначала пламя разогревает заготовку до 1100–1500 °C. Далее через центральный канал резака подаётся технический оксиген, который запускает реакцию окисления. На последнем шаге поток выдувает жидкий шлак из зоны реза. При обработке заготовок толщиной 3–300 мм напор и расход газа адаптируются: тонкий лист требует деликатной подачи, а массивные плиты — глубокого проникновения струи. При рабочей температуре 1200–1300 °C формируется чистая кромка.
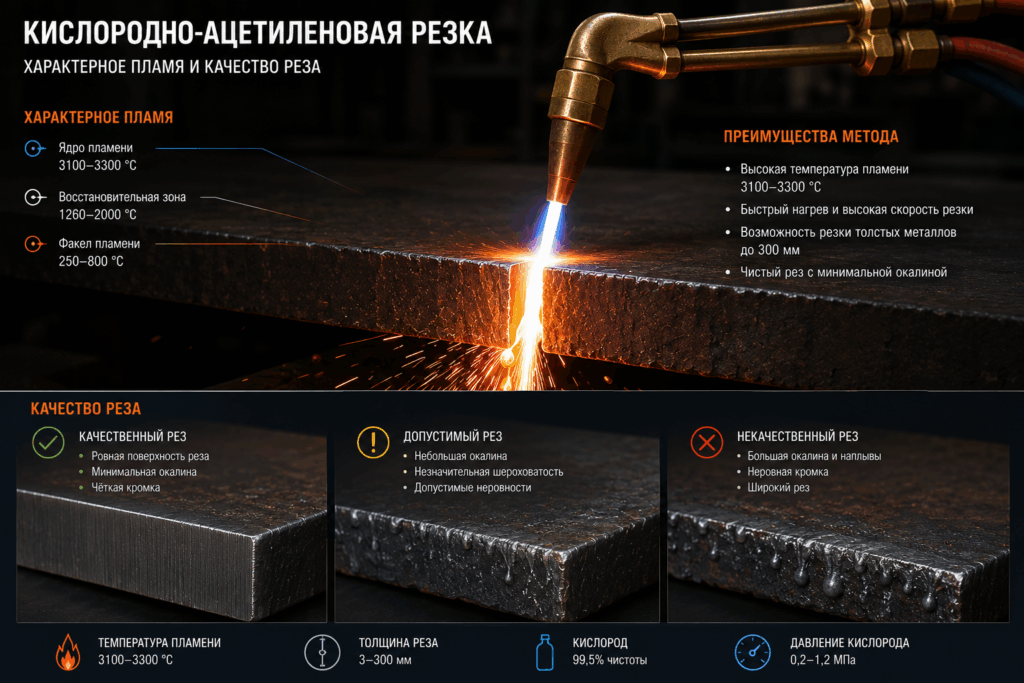
Температурные зоны

Виды газовой резки
Основные виды классифицируются по типу топлива. Выделяют ацетиленовую, пропановую, метановую, а также специализированные техники: воздушно-дуговую и кислородно-флюсовую резку. Главный критерий выбора технологии — температура пламени. Чем она выше, тем быстрее прогревается кромка, что позволяет эффективно раскраивать более толстые и твёрдые марки сплавов без дефектов.
Методы
| Метод | Температура | Плюсы | Минусы | Применение |
| Ацетиленовый | 3100–3300 °C | быстрый нагрев, чистота, толщины до 300 мм | дорогой, строгие нормы хранения | толстостенные и высоколегированные стали |
| Пропановый | 2700–2900 °C | дешёвый, безопасный, доступен | медленнее греет, шире разрез | углеродистые стали 5–100 мм, полевые работы |
| Метановый | 2500–2700 °C | минимальная стоимость при газопроводе | только для стационарных постов | массовый раскрой в цехах с газоснабжением |
| Воздушно-дуговой | ~4000 °C | режет нержавейку, цветные металлы, чугун | требует ток, шум, дым | строжка швов, удаление дефектов, отверстия |
| Кислородно-флюсовый | 2800–3200 °C | работает с тугоплавкими оксидами | дорогой флюс, токсичные отходы | алюминий, нержавейка, ремонт чугуна |
Кислородно-ацетиленовая резка
Кислородно-ацетиленовая резка — наиболее высокотемпературный метод обработки: температура пламени достигает 3100–3300°C. Это обеспечивает быстрый разогрев кромки до точки воспламенения и даёт возможность работать с толстыми или высокопрочными сплавами. Главный недостаток технологии — высокая стоимость ацетилена и строгие правила транспортировки баллонов. Тем не менее, метод незаменим при раскрое массивных высоколегированных и толстостенных конструкций, где максимальная энергия смеси гарантирует быстрый, ровный край без дефектов.
Раскрой с использованием пропана и кислорода
Температура пламени при резке пропаном достигает 2700–2900°C, что покрывает требования для обработки низкоуглеродистой и низколегированной сталей, которые плавятся при 1375–1500°C. По сравнению с ацетиленом он имеет следующие преимущества и недостатки:
- дешевле;
- проще транспортируется;
- нагревается медленнее;
- формирует более широкую линию.
Производственная практика подтверждает эффективность такого сочетания. Оно подходит для серийного раскроя стандартных металлоконструкций и позволяет снизить бюджет на 20–30% из-за снижения стоимости административных и транспортных издержек и дешевизны материала.
Воздушно-дуговая резка
Воздушно-дуговой раскрой — альтернатива для обработки металлических материалов, плохо поддающихся традиционному термоокислению: цветных сплавов, высоколегированных сталей и чугуна. Принцип действия основан на расплавлении заготовки электрической дугой с последующим выдуванием расплава струёй сжатого воздуха. В производственной практике метод применяется для строжки канавок, удаления дефектных сварных швов и аккуратной вырезки технологических отверстий в нержавеющих конструкциях.
Воздушно-дуговая VS Кислородно-топливная технологии
| Параметр | Воздушно-дуговая | Кислородно-топливная |
| Принцип | электрическая дуга плавит металл, воздух выдувает расплав | химическое окисление металла в струе оксигена |
| Температура | ~4000 °C (дуга) | 2500–3300 °C (пламя) |
| Материалы | нержавейка, цветные металлы, чугун | углеродистые и низколегированные стали |
| Толщина | до 100 мм | 3–300 мм |
| Скорость | высокая (до 3 м/мин) | средняя (0,15–0,6 м/мин) |
| Оборудование | источник тока, компрессор, угольный электрод | баллоны, редукторы, резак |
| Качество | грубее, требует зачистки | чище, минимальная доработка |
| Энергозатраты | высокие | низкие |
| Применение | строжка, удаление швов, нержавейка | раскрой конструкционных сталей |
Специализированные методы
Для сложных металлических материалов, таких как нержавеющая сталь, чугун или алюминий, применяют кислородно-флюсовую резку. В зону реза подаётся специальный флюс, который химически связывает тугоплавкие оксиды и формирует легкоудаляемый жидкий шлак. На производстве этот подход применяется при раскрое массивных нержавеющих каркасов и при изготовлении алюминиевых деталей, где стандартное термоокисление не даёт стабильного результата.
Выбор газа
Выбор горючего определяется тремя ключевыми параметрами:
- температурой пламени;
- стоимостью материалов;
- доступностью топлива.
Ацетилен, обеспечивающий 3100–3300°C, оптимален для толстостенных и высоколегированных марок сплавов, требующих интенсивного прогрева. Пропан с температурой 2700–2900°C — экономичное решение для рядовых углеродистых сталей толщиной 5–50 мм. Метан (2500–2700°C) используется при наличии стационарного газопровода на предприятии. Во всех случаях технический кислород чистотой 99,5% остаётся обязательным компонентом, который поддерживает стабильность химической реакции окисления.
Газы
| Газ | Температура | Стоимость | Доступность | Материалы и толщины |
| Ацетилен | 3100–3300 °C | высокая | ограниченная (баллоны, строгие нормы) | высоколегированные стали, толщины 20–300 мм |
| Пропан | 2700–2900 °C | низкая | широкая (баллоны, сжиженный) | углеродистые стали 5–100 мм, универсальный выбор |
| Метан | 2500–2700 °C | минимальная | только газопровод | рядовые стали 5–50 мм, стационарные посты |
Оборудование для газорезательных работ
Полноценная система строится по цепочке:
- Кислородный баллон и баллон с горючим топливом служат резервуарами высокого давления.
- Редукторы снижают напор до рабочих параметров.
- Резинотканевые рукава соединяют контуры, а встроенные обратные клапаны защищают от хлопков.
- Резак завершает линию: инжекторный работает при низком давлении топлива, безинжекторный гарантирует стабильное пламя на ветру.
Выбор оборудования зависит от типа топлива, рабочего давления, толщины металла и условий эксплуатации. Грамотная комплектация обеспечивает безопасность, экономичность и чистоту.
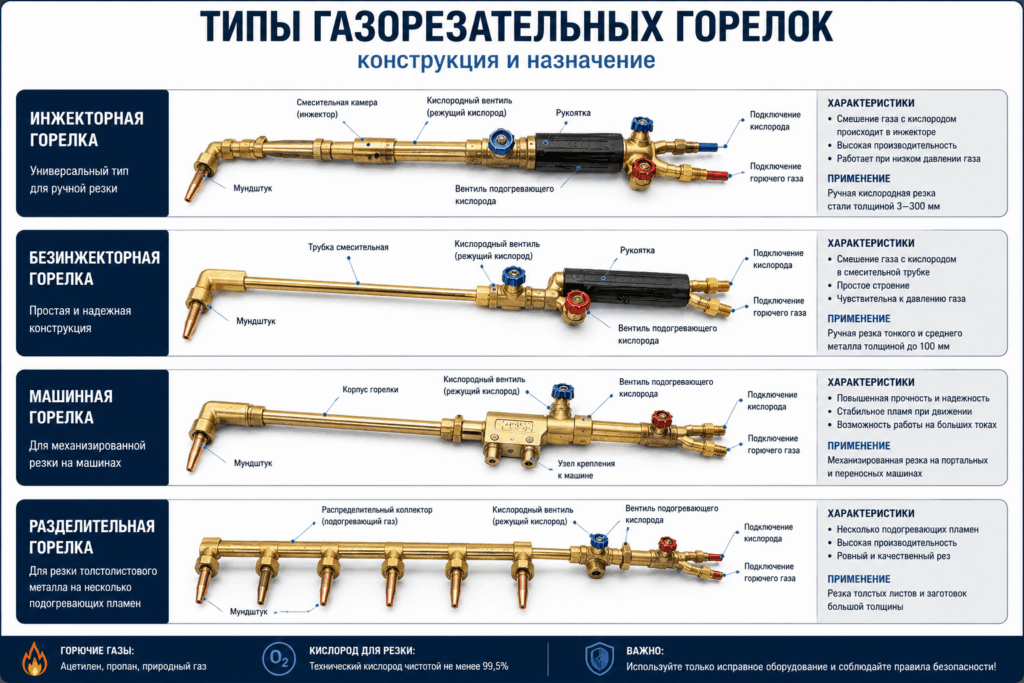
Газовые резаки: типы и применение
Профессиональный резак бывает двух типов:
- инжекторный — горючее подаётся под низким давлением и смешивается в камере;
- безинжекторный — газы поступают под равным напором.
Конструкция включает латунный или стальной корпус, рукоятку, вентили подачи газа, смесительную камеру и сменный мундштук. Выбор модели зависит от условий работы: инжекторные универсальны для цехов, а безинжекторные устойчивы к ветру, поэтому подходят для полевых монтажей. Правильный выбор оборудования под конкретное топливо и толщину металла — залог отсутствия дефектов.
Газовые баллоны и регуляторы
Согласно ГОСТ, баллон имеет строгую цветовую маркировку: кислородный окрашен в синий, ацетиленовый — в белый, пропановый — в красный. Рабочее давление в системе достигает 15 МПа. Редуктор плавно снижает напор и стабилизирует подачу потока к резаку. Безопасность эксплуатации требует обезжиривания всей кислородной арматуры, вертикального хранения ёмкостей и защиты от ударов.
Помимо этого используют следующие методы проверки:
- контроль срока службы и целостности вентиля;
- проверка герметичности соединений мыльным раствором;
- регулярный осмотр редуктора и манометра.
Периодическое освидетельствование подтверждает техническую исправность оборудования.
Расход газа при газовой резке
При газорезке норма расхода оксигена составляет 50–150 л/мин в зависимости от толщины заготовки и типа топлива. Оптимальная скорость ведения резака — 150–600 мм/мин, что служит базой для расчёта эффективности. Загрязнённая поверхность, неверное давление, неправильный угол наклона или изношенный мундштук увеличивают расход металла.
Практический совет: очищайте кромку, калибруйте редукторы и своевременно меняйте расходники для экономии без потери качества.
Нормы расхода
| Толщина, мм | Метод | Кислород, л/м | Газ, л/м | Итого, м³/м |
| 3–10 | ацетиленовый | 12–18 | 8–12 | ~0,02–0,03 |
| пропановый | 14–20 | 12–16 | ~0,03–0,04 | |
| метановый | 18–24 | 25–35 | ~0,04–0,06 | |
| 10–30 | ацетиленовый | 20–28 | 14–20 | ~0,03–0,05 |
| пропановый | 24–32 | 20–26 | ~0,04–0,06 | |
| метановый | 30–40 | 40–55 | ~0,07–0,10 | |
| 30–60 | ацетиленовый | 30–42 | 22–30 | ~0,05–0,07 |
| пропановый | 36–48 | 30–40 | ~0,07–0,09 | |
| метановый | 45–60 | 60–80 | ~0,11–0,14 | |
| 60–100 | ацетиленовый | 45–65 | 35–50 | ~0,08–0,12 |
| пропановый | 55–75 | 45–60 | ~0,10–0,14 | |
| метановый | 70–90 | 90–120 | ~0,16–0,21 | |
| 100–300 | ацетиленовый | 70–120 | 55–90 | ~0,13–0,21 |
| пропановый | 85–140 | 70–110 | ~0,16–0,25 | |
| метановый | 100–160 | 130–180 | ~0,23–0,34 | |
| Любая | воздушно-дуговой | — | 15–25 м³ воздуха/м | 8–15 кВт·ч/м |
| кислородно-флюсовый | +25–35% к норме | +20–30% к норме | +0,2–0,4 кг флюса/м |
Технология выполнения раскроя
Технология газовой резки начинается с подготовки рабочего места, выбора расходников и настройки давления. Оператор выдерживает скорость ведения 150–600 мм/мин, расстояние от мундштука до заготовки 3–5 мм и перпендикулярное положение резака к поверхности. Контроль качества завершает цикл: оценивают ровность кромки и отсутствие шлака. Грамотное обращение с инструментом и учёт свойств металлических материалов гарантируют качество.
Ключевые выводы:
- скорость 150–600 мм/мин и перпендикулярность резака обеспечивают чистоту;
- дистанция 3–5 мм поддерживает контролируемое окисление;
- предварительная очистка снижает расход топлива;
- калибровка оборудования сохраняет точность.
Подготовка к работам
Подготовка включает несколько этапов:
- Проверка оборудования: целостность шлангов, герметичность соединений, исправность редукторов.
- Организация рабочего места: очищение от горючих материалов, обеспечение вентиляции и размещение противопожарного инвентаря.
- Использование средств индивидуальной защиты: затемнённые очки, кожаные перчатки и огнезащитная спецодежда входят в требования безопасности.
- Проверка давления в баллонах перед запуском пламени.
- Калибровка резака под толщину металла.
Список может дополняться в зависимости от особенностей подхода.
Настройка оборудования
Настройка резака начинается с регулировки давления: кислород подаётся под 0,2–1,2 МПа в зависимости от толщины заготовки и типа мундштука. Подогревающее пламя выводят в нейтральный режим — стандарт для большинства сталей. Оператор проверяет симметричность факела и равномерность горения. Например, при толщине стали 3–10 мм используют давление оксигена 0,3–0,4 МПа и газа 0,05–0,08 МПа при скорости реза 450–600 мм/мин. Правильная калибровка горелки снижает расходы, обеспечивает чистую кромку и предотвращает наплывы шлака в зоне реза.
Оптимальные показания манометров 
Техника выполнения прямых и фигурных резов
Прямой рез осуществляют, удерживая резак перпендикулярно поверхности стали с равномерным движением вдоль разметки со скоростью 150–600 мм/мин. Фигурный рез требует плавного ведения по шаблону со снижением скорости на поворотах. Работы начинаются с прогрева кромки до светло-красного свечения, а затем начинается плавная подача режущего потока. Для металла до 50 мм оборудование держат вертикально, при большей толщине допустим наклон 5–10° для лучшего выдува шлака. Обычно на сложных контурах сначала делают черновой проход с припуском 2–3 мм, а после чистовую доводку — это минимизирует брак и сохраняет форму детали.
Деформация металла при газовой резке
Зона термического влияния — неизбежное следствие температур 2500–3500°C. Структура стали у кромки изменяется, возникают остаточные напряжения, а тонкие листы подвержены короблению. Минимизировать деформации помогают жёсткое закрепление заготовки, последовательность реза от центра к краям и локальное водяное охлаждение. В практике ответственных проектов такой подход сохраняет точную геометрию деталей и существенно снижает объём последующей механической правки.
Безопасность при газовой резке
Безопасность регламентируется ПБ 03-273-99 и ГОСТ 12.3.036-84. Строгие требования безопасности предписывают использование:
- очков с фильтрами С5 — защита от ультрафиолета и искр;
- кожаных перчаток — термозащита рук от раскалённого шлака;
- огнезащитной одежды из плотной ткани без синтетики — полное покрытие тела;
- защитного экрана между оператором и коллегами — защита от брызг расплава.
Газовый и кислородный баллоны хранят вертикально, вдали от источников тепла. В закрытых помещениях обязательна вентиляция для отвода продуктов горения. Противопожарный комплект — огнетушитель, ёмкость с водой или песком — всегда должен находиться в зоне доступа. Длительные безаварийные работы — результат неукоснительного соблюдения протоколов.
Предотвращение опасных ситуаций
Требования безопасности диктуют ежедневную проверку герметичности оборудования мыльным раствором и запрет работы при неисправных обратных клапанах. Во избежание аварий баллоны хранят раздельно, вертикально, вдали от источников тепла. В закрытых помещениях обязательна приточно-вытяжная вентиляция (не менее 30 м³/ч на рабочего).
К предупреждающим признакам относятся:
- Нестабильное или коптящее пламя резака.
- Запах газа в рабочей зоне.
- Нагрев или изменение окраски корпуса баллона.
- Шипение или свист в местах соединений.
При обнаружении любого признака работы немедленно прекращают. Например, из-за засорённого мундштука пламя может ударить в шланг.
Опасность обратного удара
Обратный удар — обратное проникновение пламени в шланги и баллоны из-за засорения мундштука, слишком близкого подвода к металлу или нарушения соотношения давлений. Последствия критичны: воспламенение рукавов и взрыв баллона при давлении до 15 МПа. Чтобы этого не случилось, на каждом шланге используют обратные клапаны. Все детали кислородной линии очищают ацетоном — масло, смазка или органические загрязнения способны к самовоспламенению.
При хлопке немедленно остановите процесс, охладите оборудование и устраните причину перед повторным запуском.
Механизм обратного газового удара
| Этап | Что происходит | Признаки | Защита |
| Норма | пламя направлено от резака к металлу | синий конус, ровное шипение | дистанция 3–5 мм, нейтральное пламя |
| Срыв | засор, дисбаланс давлений, перегрев | хлопок, жёлтые языки, треск | чистка мундштука, контроль давления |
| Удар | пламя идёт обратно по шлангу (2–5 м/с) | вспышка, нагрев шланга | обратный клапан — блокирует за <0,1 с |
| Критика | огонь у редуктора → риск взрыва | свист, вибрация | пламегаситель — гасит пламя до 200 °C |
| Действия | хлопок → немедленно остановить подачу | — | перекрыть кислород и газ, охладить |
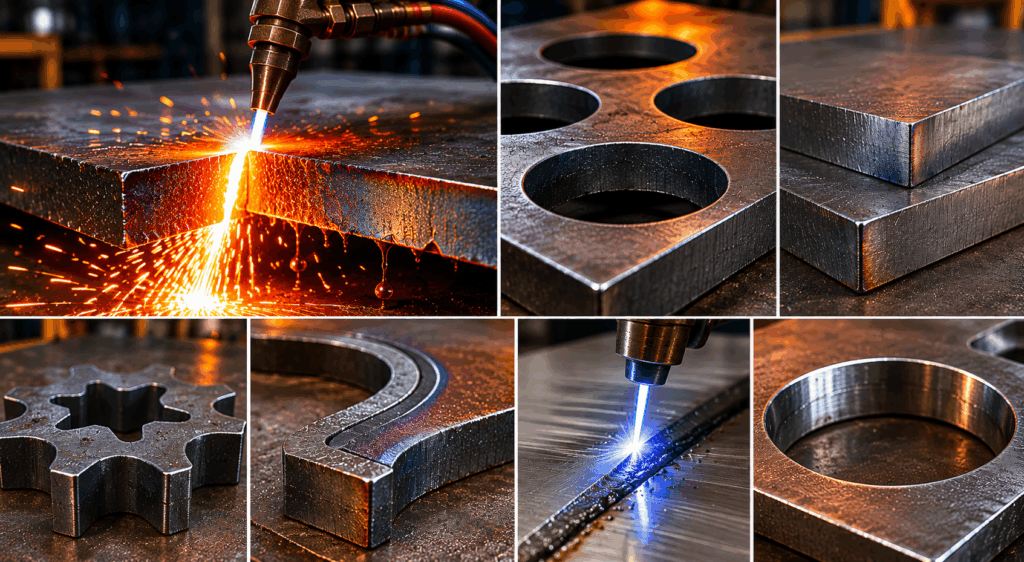
Практическое применение в промышленности
Газорезка применяется в строительстве металлоконструкций для резки балок, листов и профилей, в тяжёлом машиностроении для раскроя заготовок, в судостроении для резки корпусных листов и в демонтажных работах. Ключевые преимущества технологии включают мобильность оборудования, возможность работы в полевых условиях и универсальность для толщин 3–300 мм. Например, подход используется для пропанового раскроя корпусных листов 20 мм со скоростью 400 мм/мин и резки балок 100 мм ацетиленом для мостовых конструкций. Копьевая резка применяется в аварийно-спасательных работах и раскрое чугуна толщиной свыше 500 мм. Обработка металла газом остаётся оптимальным выбором для крупных заготовок, где механические методы неэффективны или экономически нецелесообразны.
Сравнение технологии с альтернативными методами
При выборе техники раскроя важно оценить преимущества и недостатки кислородной резки в сравнении с плазмой и лазером. Резка металла газом уступает в точности, но выигрывает в стоимости оборудования и при резке толстого металла до 300 мм. Плазма обеспечивает чистый рез на скоростях до 2 м/мин, лазер — максимальную точность, но обе технологии ограничены по толщине и требуют высоких вложений. Для рядовых металлических материалов (углеродистые стали 20–150 мм) подход остаётся оптимальным балансом цены, мобильности и производительности в полевых условиях.
Газовая VS Плазменная VS Лазерная резка
| Параметр | Условия | Газовая | Плазменная | Лазерная |
| Стоимость оборудования | — | низкая (50–150 тыс. руб.) | средняя (300–800 тыс. руб.) | высокая (от 1,5 млн руб.) |
| Стоимость расходников | — | дешёвые | средние | дорогие |
| Точность реза | — | ±1–2 мм (требует зачистки) | ±0,5–1 мм (чистая кромка) | ±0,1–0,3 мм (идеальная кромка) |
| Скорость (сталь 10 мм) | — | 400–500 мм/мин | 1500–2000 мм/мин | 800–1200 мм/мин |
| Совместимость с материалами | ||||
| углеродистые стали | отлично | отлично | отлично | |
| нержавейка | только с флюсом | отлично | отлично | |
| цветные металлы | не режет | отлично | отлично | |
| чугун | только с флюсом | хорошо | ограниченно |
Часто задаваемые вопросы
Как работает газовая резка?
Процесс базируется на принципе контролируемого термоокисления. Пламя разогревает сталь до 1100–1500 °C, после чего под давлением 0,2–1,2 МПа подаётся чистый кислород. В зоне контакта материал интенсивно окисляется, а жидкие продукты реакции выдуваются из реза мощной струей газа. Температура достигает 3500 °C.
В чём суть технологии?
Суть метода заключается в управляемом химическом окислении заготовки. Газорезка не срезает материал механически, а преобразует его под воздействием высокотемпературного пламени. Подобная термообработка эффективна для углеродистых и низколегированных сплавов толщиной 3–300 мм при строгом соблюдении стандартов ГОСТ 12.3.036-84.
В чём заключается основной процесс?
Технология включает три последовательных этапа. Сначала кромка прогревается пламенем до температуры воспламенения. Затем оператор аккуратно направляет газовый резак и открывает центральный канал, подавая чистый оксиген. Металл окисляется, а образующийся шлак выдувается стабильным потоком. Скорость ведения составляет 150–600 мм/мин в зависимости от толщины.
Что нужно для газовой резки?
Для безопасной работы требуется стандартный технический комплект. Понадобится баллон с горючим топливом, отдельный кислородный баллон, два редуктора и армированные шланги с обратными клапанами. Резку металлов выполняет резак, укомплектованный сменными мундштуками. Рабочий обязательно надевает защитные очки, перчатки и спецодежду.
Какие газы используются?
В качестве горючего традиционно применяют ацетилен, дающий максимальную температуру пламени до 3300 °C. Альтернативой выступают пропан (2700–2900°C), который значительно дешевле в эксплуатации, либо метан (2500–2700°C) при наличии стационарной сети. Обязательным компонентом для любого метода остаётся технический оксиген чистотой не ниже 99,5%.
Заказать аналогичную работу: Резка металла в СПб и ЛО →

Наша компания оказывает весь цикл услуг по работе с металлом: лазерная и плазменная резка, гибка, подготовка деталей, изготовление узлов и конструкций под ключ.
Мы разрабатываем проект, выполняем производство и берем на себя монтаж — вам остаётся только получить результат.
Оставьте заявку — поможем реализовать задачу любой сложности.
Оставить заявку